

RTO蓄热式催化燃烧废气处理设备
更新:2024-12-2 11:01:38 点击:
- 品牌: 实恒
- 型号: SH-RTO
产品介绍
RTO废气处理设备( Regenerative Thermal Oxidizer ),又称作蓄热式热力焚烧炉,是一种效率高的、环保的催化燃烧废气处理设备,其用途主要用于处理工业中高浓度的有机废气( VOCs )。以下便是对该废气设备产品的详细介绍:

一、工作原理
RTO废气处理设备的工作原理,主要是通过高温氧化分解的方式,将有机废气中的有机物转化为无害的二氧化碳和水蒸气。具体处理原理过程如下:
1、预热:工业生产待处理的有机废气首先需经过过滤器去除颗粒物,然后进入RTO设备的蓄热室进行预热。蓄热室内装有陶瓷蓄热体,能够储存并预热废气。
2、氧化分解:预热后的废气进入燃烧室,被加热至760℃以上,使有机物在高温条件下氧化分解成二氧化碳和水蒸气。
3、热能回收:氧化后的高温气体通过另一个蓄热室排出,同时加热蓄热体,用于预热新进入的有机废气,实现热能的循环利用,降低运行成本。
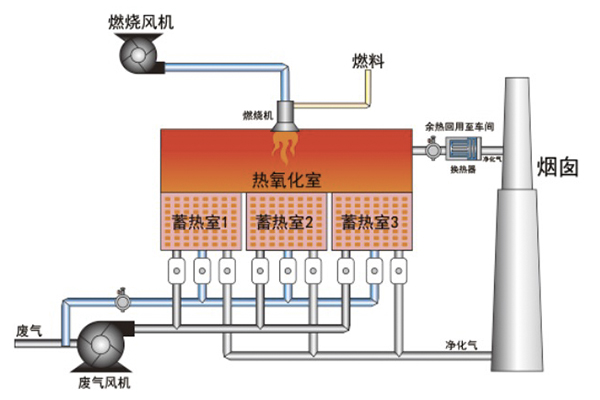
二、产品组成
RTO废气处理设备主要由以下部分组成:
1、燃烧室:设有陶瓷蓄热体和燃烧器,用于储存热量、预热废气和进行氧化分解。
2、蓄热室:装有陶瓷蓄热体,用于储存和释放热量。
3、切换阀:用于切换废气的流向,实现蓄热室的交替使用。
4、风机:用于提供废气流动的动力。
5、控制系统:实现设备的自动化控制和运行监测。
三、产品特点
1、废气处理效率高:RTO设备具有较高的处理效率,废气分解效率可达99%以上,满足严格的排放标准。
2、节能:通过热能回收机制,RTO设备在运行过程中能显著降低燃料消耗,节约成本。热回收效率可达95%以上。
3、环保:氧化分解产物为二氧化碳和水蒸气,无二次污染。
4、适应性强:适用于多种组分的有机废气处理,包括低浓度、大风量的废气。
5、自动化控制:通过自动化控制系统,保持设备稳定运行,并确保废气处理过程的安全和效率高。
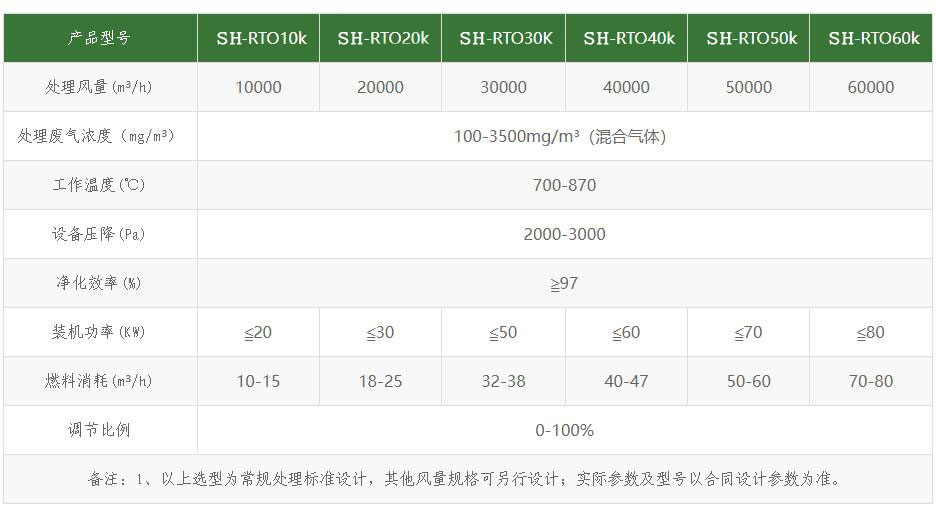
技术参数表
四、应用领域
RTO废气处理设备广泛应用于化工、石油、制药、印刷、涂布、电子、食品等多个行业。如化工行业的丙烯酸生产、石油行业的烷烃裂解、制药行业的抗生素生产等。此外,RTO还可用于汽车尾气处理、漆包线烘干废气处理等领域。
五、注意事项
1、投资成本高:由于设备结构复杂,制造成本较高,因此投资成本相对较高。
2、能源消耗:虽然RTO设备具有热能回收机制,但仍需要额外能源用于预热废气和维持系统运行。
3、占地面积:设备体积较大,占地面积较多,需要合理规划场地。
4、安全风险:若系统设计不合理或操作不当,可能导致火灾等安全事故。因此,在使用RTO设备时,应严格遵守操作规程,确保设备安全运行。
更多产品



